
Металл кесетін білдектердің жіктелуі. Білдектер кинематикасы
Маңғыстау облысы, Ақтау қаласы
Ақтау технологиялық қызмет көрсету колледжінің
арнайы пәнінің оқытушысы: Жақсылықова Сымбат Қанатқызы
Пәні: Жалпы өнеркәсіптік тұтынушылар және оларды электрмен қаматамасыздандыру
Тақырыбы: Металл кесетін білдектердің жіктелуі. Білдектер кинематикасы.
Мамандығы: «0902000 – Электрмен қамтамасыз ету (салалар бойынша)»
Білімділік: Студенттерге металл кесетін білдектердің жіктелуін, олардың кинематикасын, белгіленуін және білдектердің электр жабдығын, басқару сұлбаларын оқуды үйрету.
Дамытушылық: Металл кесетін білдектердің электрмен жабдықталуын, кинематикасын және өнеркәсіпте пайдалануын, олардың кемшіліктері мен артықшылықтары жөнінде білімдерін дамыту, танымдық қызуғушылықтарын арттыру.
Тәрбиелік: Студенттерді металл кесетін білдекпен жұмыс жасағанда және электрмен жабдықтағанда ұқыптылықпен, жауапкершілікпен жұмыс жасауға, техника қауіпсіздік ережелерін сақтауға, топпен жұмыс жасауға тәрбиелеу.
Сабақтың әдісі: іскерлік - ойын сабағы
Сабақтың түрі: Қорытынды сабақ
Сабақтың көрнекілігі: интербелсенді тақта, презентация, суреттер, кестелер.
Пән аралық байланыс: еңбекті қорғау, өндірістік электроника негіздері
Сабақтың барысы:
І. Ұйымдастыру кезеңі (5 мин):
- Студенттермен амандасу, түгендеу;
- Сабақтың жүру тәртібімен, сабақ мақсатымен танысу;
- Топ студенттерін шағын топтарға бөлу;
ІІ. Негізгі бөлім (30 мин):
Оқытушының сөзі: Құрметті мамандар іскерлік ойын алаңына қош келдіңіздер. Сөз кезегін мекеме басшыларына бере отырып, мамандарды таныстыруды және іскерлік ойын шарттарымен таныстырып өтейін.
Іскерлік ойын «Өндіріске саяхат» тақырыбында өтеді, 5 кезеңнен тұрады. Оқушылар жребий тастау арқылы 3 топқа бөлінеді:
1. Танысу кезеңі – әр топ өзіне топ басшысын тағайындайды және топ басшысы қауіпсіздік ережесімен таныстырады.
2. Сурақ-жауап. Мекеме бригадирі әр топқа сұрақ береді, тақырыпты студенттің жетік меңгергенін сынап, ой-ұшқырлығына баға береді.
3. Жаңа технологиялар – әр топқа берілген жаңа технологиялық өндірістегі білдек сұлбаларының жұмыс принціпін, атқаратын қызметі мен артықшылықтарын түсіндіру.
4. Тапқыр болсаң, тауып көр – сойлемді жалғастыру керек.
5. Мен-саған, сен маған – топтар қарсыластарына сұрақ қояды.
Әр топқа бірінші кезеңге 3 минуттан уақыт беріледі. Өндірісте, металл кескіш білдектерді пайдалануда және жалпы электр энергетикасындағы қауіпсіздік ережесімен таныстырады.
Сұрақ -жауап кезеңінде мұғалім қойған сұраққа кім бірінші болып дұрыс жауап береді. Сұрақтар:
1. Металл кескіш білдек деп нені атайды?
2. Дайындама дегініміз не?
3. Арнайы білдектерне үшін қолданылады?
4. Автомат дегеніміз не?
5. Геометриялықауытқу дегеніміз не?
6. Кинематикалық ауытқу дегеніміз не?
7. Білдектің ұзақ тұрақтылығы дегеніміз не?
8. Салмағына қарай білдектер қалай бөлінеді?
9. Серпімді ауытқулар дегеніміз не?
10. Температуралық ауытқу дегеніміз не?
11. Динамикалық ауытқу дегеніміз не?
12. Білдек сенімділігідегеніміз не?
13. Білдек тоқыраусыздығыдегеніміз не?
14. Кинематикалық жұп де нені атайды?
15. Механизм буыны дегеніміз не?
III. Қорытындылау (7 мин).
IV. Бағалау (2 мин).
Студенттерді сабақ барысындағы белсенділігіне қарай бағалайды.
V. Үйге тапсырма (1 мин): Металл кесетін біліктердің жіктелу түрлері тарауларын қайталау, тест тапсырмаларын құрастыру.
Сабаққа қосымша мәліметтер
1.1. Металл кескіш білдектердің жіктелуі
Металл кескіш білдек деп – дайындамадан жоңқаны алу жолымен белгіленген өлшемдерге, пішінге және беттің кедір-бұдырлығына сай келетін бөлшекті алуға арналған технологиялық машинаны айтады. Білдектерде металдан жасалған дайындамаларды ғана өңдемейді сонымен қатар басқада материалдардан жасалған дайындамаларды да өңдейді сондықтан «металл кескіш» термині шарты болып табылады.Дайындама деп – еңбек өнімін айтады, оның пішінің, өлшемін және бетінің қасиетін өзгертіп бөлшек жасайды.
Білдектер әртүрлі белгілерге сәйкес жіктелуі мүмкін, солардың негізгілері төменде қарастырылған.
Әмбебаптық дәрежесіне қарай әмбебаптық, арнаулы және арнайы деп бөлінеді.
Әмбебаптық білдектер кең номенклатуралы бөлшектерді өңдеуге арналған, олар бөлшектің шекті габаритімен, құрал жиынтығымен және технологиялық операцияларымен шектелген.
Арнаулы білдектер (специализированные) белгіленген өлшемдер аумағында, біртекті бөлшектерді (құбыр, жалғастырғыш, иінді білік және бекіту тетіктері) өңдеу үшін арналған.
Арнайы білдектер белгілі бір ғана бөлшекті өңдеуге арналған, кей кезде біртекті бірнеше бөлшектерді де өңдеуге қолданады.
Арнаулы және арнайы білдектері негізінен көп сериялы және жаппай жасау өндірісінде қолданылады.
Өңдеу дәлдігінің дәрежесіне қарай білдектер бес топқа бөлінеді:
• қалыпты дәлдікті(Н); бұл топқа әмбебап білдектерінің көптеген түрлері жатады;
• жоғарлатылған дәлдікті(П); бұл топтағы білдектерді, қалыпты дәлдікті білдектер негізінде құрады, алайда олардың жауапты бөлшектердің өңдеу дәлдігіне, жинау сапасына және білдектің реттеуіне жоғарлатылған талап қойылады;
• жоғары дәлдікті(В), білдектің бөлек тораптарының арнайы құрылымдарының арқасында жоғары дәлдікке қол жеткізіледі және бөлшектің жасалу дәлдігіне, жинау сапасына, білдектің реттеуіне жоғарлатылған талап қойылады;
• аса жоғары дәлдікті(А), білдектерді жасау барысы В топтағы білдектерді жасауға қарағанда қатаң талаптар қойылады;
• ерекше дәлдікті(С) білдектер немесе шебер-білдектер.
В, А және С топтағы білдектердің жұмысын қамтамасыз ету үшін, өндірістік ғимараттарда ауа температурасы және ылғалдылық тұрақты және автоматты түрде реттеліп бір қалыпты деңгейде болу керек.
Металлкескіш білдектерінің белгіленуі Кесте 1.1
|
Атауы |
Тобы |
Білдек түрі |
|||
|
1 |
2 |
3 |
4 |
||
|
Жону |
1 |
Автоматты және жартылай автоматы |
Тапаншалы |
- |
|
|
Бір айналдырық-ты |
Көп айналдырық-ты |
||||
|
Бұрғылау және кеңей жону |
2 |
Үстедік, вертикальді бұрғылау |
Жартылай автоматы |
Координат-тық кеңей жону |
|
|
Бір айналдырық-ты |
Көп айналдырықты |
||||
|
Ажарлау, әрлеу, жетілдіру, қайрағыш |
3 |
Ажарлағыш- ты шарықтасты және центрсіз ажарлау |
Іштей ажарлау, координатты ажарлау |
Сыдыра- ажарлайтын |
Арнаулы ажарлау |
|
Электрофизикалық, электрохимиялық |
4 |
- |
Жарық-сәулелі |
- |
Электрохимиялық |
|
Тіс және бұранда өңдейтін |
5 |
Цилиндрлік дөңгелектерді өңдейтін тіс қашауыш |
Конустық дөңгелектерді өңдейтін тіс кескіш |
Оймакілтекті біліктерді, цилиндрлі дөңгелектерді өңдейтін тіс жоңғылау |
Бұрамдық дөңгелекттерді қию |
|
Жонғылау |
6 |
Консольді вертикалді жоңғылау |
Үздіксіз әрекетті жоңғылау |
Бір тіректі бойлық |
Көшіргішті нақыш-жоңғылағышты |
|
Сүргілеу, қашау және тартып өңдейтін |
7 |
Бойлық бір тіректі |
Бойлық екі тіректі |
Көлденең сүргілеуішті |
Қашау
|
|
Кескіш |
8 |
Кесіп өңдейтін |
Дұрыс кескішті |
||
|
Жоңғыш кескішпен |
Ажарлағыш шарықтаспен |
Тегіс немесе бедерлі дискпен |
|||
|
Әр түрлі |
9 |
Жалғастырғыш және құбыр өңдейтін |
Арамен кесілмелі бедер салу |
Дұрыс және центрсіз сыдыру |
-
|
|
Білдек түрі |
||||
|
5 |
6 |
7 |
8 |
9 |
|
Айналма үстелді |
Жону және маңдайлық |
Көп кескішті және көшірмелі |
Арнаулы |
Әртүрлі |
|
Радиалдық және координаттық бұрғылау |
Кеңей жону |
Таза өңдейтін кеңей жону |
Горизонтальді бұрғылау |
Әртүрлі |
|
Бойлай ажарлау |
Қайрағыш |
Жазық ажарлайтын |
Ысқышты, әрлеу, жануыштау, жетілдіру |
Әртүрлі |
|
Электро-ұшқынды |
- |
Электро-эрозиялық, ультра дыбысты қобылағышты |
Анодтық-механикалық кескішті |
- |
|
Тісті дөңгелектердің шетжағын өңдейтін |
Бұранда жонғылау |
Тіс өңдейтін, тексеретін және домалату |
Тіс және бұранда ажарлайтын |
Әртүрлі тіс және бұранда өңдейтін |
|
Консольсіз вертикальді жонғылау |
Бойлық екі тіректі |
Консольді жонғылау |
Горизонтальді консольді жонғылау |
Әртүрлі жонғылау |
|
Горизонтальді тартып өңдейтін |
Вертикальді тартып өңдейтін |
- |
Әртүрлі сүргілеу |
|
|
ішкі тарта жону |
сыртқы тарта жону |
|||
|
Таспалы ара |
Дисклі ара |
Пышқылы кескішті |
- |
- |
|
Құралдарды сынау үшін |
Бөлу машиналары |
Теңгергішті |
- |
- |
Автоматтандыру дәрежесіне қарай білдектер механикалық және автоматты (автоматты және жартылай автоматты) деп екіге бөлінеді.
Механикалық білдекте текбір ғана операция автоматтырылған, мысалы дайындаманы қысу немесе құралдың берілісі.
Автомат - барлық технологиялық операцияларының негізгі және қосалқы циклдік қозғалыстарын іске асырады және оны адам көмегінсіз қайталай береді. Жұмысшы білдектің тек жұмысын және өңдеу сапасында бақылайды.
Жартылай автомат — автоматтық циклмен жұмыс істейтін білдек, циклді қайталау үшін жұмысшы араласу керек. Мысалы, жұмысшы бөлшекті алып жаңа дайындаманы орнату керек, содан кейін келесі циклді қайталау үшін білдекті қосады.
Айналдырықтың орналасуына қарай білдектер вертикальді, горизонтальді, көлбеулі және құрастырмалы деп бөлінеді.
Салмағына қарай білдектер жеңіл (1 т дейін), орташа (10 т дейін) және ауыр (10 т жоғары) болып бөлінеді. Ауыр білдектер арасынан аса ауыр немесе бірегей (100 т жоғары) білдектерді бөлуге болады.
Шығарылатын білдектердің барлық түрлерінің және өлшемінің жиынтығы білдег тұрпаты деп аталады. Сериялы шығарылатын білдектерді белгілеу үшін, тәжірибелік ғылыми-зертеу институты топтастырғышты дайындап қабылдады, оған сәйкес барлық білдектер тоғыз топқа бөлінеді (кесте 1.1). Әр топ өз кезегінде тоғыз түрге бөлінеді, әртүрі білдектің қолдану аумағын, сәйкес орналастыруын және басқада ерекшеліктерін көрсетеді.
Білдек модельдері үш немесе төрт санмен белгіленеді, кей кездерде әріптер қосылады. Мысалы жону-бұрамакескішті білдектің 16К20П моделінің белгіленуі: 1-білдек тобы, 6-білдек түрі, 20-центр биіктігі (ең үлкен өңделетін диаметрдің жартысы) 200 мм, К- кезекті түрөзгертушілігі, П-жоғарлатылған дәлдікті. Сандық бағдарламалық басқаруы (СББ) бар білдектерді белгілеу үшін қосымша әріптерді және сандарды қосады, мысалы 16К20ПФ3 (ФЗ —үш координаттық қозғалыспен сандық басқару).
Арнаулы және арнайы білдектерді белгілеу үшін, әр бір білдек жасау зауыдына бір немесе екі әріптен тұратын индекс беріледі, содан кейін білдектің тіркеу номері қойылады. Мысалы «Қызыл пролетарий» Мәскеулік білдек жасау зауыдының индексі МК.
1.2. Білдектің дәлдігі және өңдеу сапасы
Білдектің өңдеу сапасы білдектің дәлдігімен тікелей байланысты, ол өз кезегінде білдектің әртүрлі ауытқуларының (геометриялық, кинематикалық,серпімділік, температуралық және динамикалық) бөлшек жасау дәлдігіне әсер ету дәрежесін көрсетеді.
Геометриялық ауытқу бөлшек жасау дәлдігіне және білдек құрастыруына тәуелді, сонымен қатар пайдалану кезеңіндегі тозу мөлшеріне қатысты. Ол пішін құрастыру кезеңінде, кескіш құралының және дайындаманың өз ара орналасу дәлдігіне әсер етеді.
Кинематикалық ауытқу кинематикалық тізбектің әртүрлі берілістегі беріліс сандарының қателіктерімен анықталады, ол білдектің бөлек элементтердің (тісті дөңгелек, бұрамдық, бұрама жұптары және т.б.) ауытқуынан пайда болады.
Серпімді ауытқулар білдектің деформациясымен байланысты, ол өз кезегінде кесу күштерінің әсерінен құрал және дайындаманың өзара орналасу өзгерісін тудырады және білдек қатаңдылығымен сипатталады яғни оның деформация пайда болуына қарсы келу қабілеттілігі.
Температуралық ауытқу жұмыс барысында білтектердің әртүрлі элементтерінің бірқалыпты қызу еместігінен пайда (ол алғашқы геометриалық дәлдіктің өзгерісіне әкеліп соғады) және бөлшектің өңдеу сапасына елеулі әсер етеді.
Динамикалық ауытқу құрал және дайындаманың салыстырмалы тербелістерімен байланысты болады. Олар өңдеу сапасын нашарлатады, кескіш құралының шыдамдылығын және білдектің ұзақ тұрақтылығын төмендетеді.
Сонымен қатар өңдеу сапасына кескіш құралының ауытқуы елеулі әсер етеді, ол құралды жасау және білдекте орнату барысында және кесу бөлігінің пайдалану кезеңінде тозуынан пайда болады.
1.3. Білдек өнімділігі және сенімділігі
Білдек өнімділігі бірлік уақытында жасалатын бөлшек санымен сипатталады. Қолмен басқарылатын әмбебап жабдық үшін өнімділік Q, дана/сағ, келесі формуламен анықталады: Q = 3600/tк,
мұндағы tK— өңдеудің калькуляциялық уақыты, с; tK = tшт+ tп.з/n;
tшт — даналық уақыт, с; tшт= tQ+ tB + tT.0+ t0.0+tотд;
t0— негізгіт технологиялықуақыт, с;
tB— қосалқы уақыт, с;
tT.0және tQ.0 — бір бөлшек жасау үшін кететін, техникалық қызмет көрсету және ұйымдастырушылық қызмет көрсету уақыты, с;
tотд — жұмысшының демалу уақыты( бір бөлшек жасау үшін), с;
tп.з — дайындау-қортындылау уақыты, с;
n— партиядағы дайындама саны, дана.
Білдек сенімділігі — белгілі бір мерзім аралығында берілген өнімділікпен жарамды өнімді шығару қабілеттілігі. Білдек сенімділігі тоқыраусыздығымен, жөндеу жарамдылығымен және ұзақ тұрақтылығымен сипатталады.
Білдек тоқыраусыздығы — белгілі бір уақыт аралығында үздіксіз жұмыс қабілеттілігін сақтау қасиеті. Білдек тоқыраусыздығының бұзулуы өнім шығаруының тоқтатуына әкеліп соғады, егер білдек жұмыс істеуін тоқтатпаса, онда жасалған өнім ақаулы болып табылады.
Білдектің тоқыраусыздығын қалпына келтіру узақтығына, оның бос тұру уақыты кіреді. Білдекті қалпына келтірудің орташа ұзақтығы неғұрлым аз болса, соғұрлым оның жөндеу жарамдылығы жоғары болады.
Білдектің ұзақ тұрақтылығы— жұмыс қабілеттілігін сақтау қасиеті. Білдек ұзақ тұрақтылығы негізінен қозғалмалы қосылыстардың тозуынан, білдек элементтерінің материалдарының қажу және ескіруіне байланысты.
2.1. Білдек кинематикасы
Білдек кинематикасының теориясының негізін қалаған орыс ғалымы Г.М.Головин (1889—1949) болып табылады, ол анализдің теориялық негізін жасаған.
Бөлшек жасау үшін білдектің жұмысшы мәрімі қажетті келісілген қозғалысты жасау керек, қозғалыс барысында дайындамадан артық материал - әдіп алынады.
Білдектің барлық қозғалысы орындаушы деп аталады. Қолдану мақсатына қарай келесі түрлерге бөлінеді: пішін құраушы, орнатушы, бөлгіш, басқару және қосалқы.
Дайындаманың және кесу құралының келісілген салыстырмалы қозғалысы, үздіксіз бет пішінін жасайды, осы қозғалысты пішін құраушы немесе жұмысшы қозғалыс деп атайды. Ол жай немесе күрделі болып екіге бөлінеді. Жай қозғалысқа айналу және түзу сызықты қозғалысы жатады. Жону, жоңғылау, бұрғылау және ажарлау білдектерінің кесу қозғалысы – айналу қозғалысы болып табылады. Айналу және түзу сызықты қозғалыстары қосылып күрделі қозғалысты тудырады. Күрделі пішін құраушы қозғалыс кезінде, қай қозғалыста үлкен жылдамдық болса сол басты қозғалыс немесе кесу қозғалысы болады, ал оның жылдамдығы – кесу жылдамдығы болып табылады. Аз жылдамдықпен жүретін қалған қозғалыстар, беріліс қозғалысы деп аталады.
Кесумен өңдейтін білдектердің (жону, жоңғыш, бұрғылау) кесу жылдамдығы, м/мин, келесі формуламен анықталады
υ = πdn/1000,
мұндағы d— өңделетін дайындаманың диаметрі (құралдың), мм; n — дайындаманың айналу жиілігі (құралдың), мин-1 (айн/мин).
Ажарлау білдектерінде жүргізілетін қажақты өңдеу кезінде кесу жылдамдығы, м/с, келесі формуламен анықталады
υшл=πdкрnкр/(1000·60), мұндағы dкpи nкр — ажарлағыш шарықтастың диаметрі және айналу жиілігі.
Жону, жоңғыш және бұрғылау білдектерінде беріліс қозғалысы —үздіксіз, жазық ажарлайтын және дөңгелете ажарлайтын білдектерде — үздікті.
Кезкелген машинаның, оның ішінде білдектіңде негізін механизмдер құрайды. Механизм – салынған күштің әсерінен мақсатқа сай қозғалыс жасайтын, қатты денелердің жанасу жолымен өзара байланысқан жүйені айтады.
Өзара қозғалмайтындай қосылған, бір немесе бірнеше қатты денелерден тұратын, дене жүйесін механизм буыны деп аталады. Қозғалатын екі жанасқан буындарының қосылысы, кинематикалық жұп деп аталады. Бір буынның басқа буынмен түйісетін беті, сызығы немесе нүктесі буын элементі деп аталады.
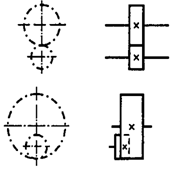
Өзара белгілі бір жүйелікпен қосылған буындар жүйесі, кинематикалық тізбек құрайды. Кинематикалық тізбекке, кіретін кинематикалық жұптар және олардың элементтерімен байланыстары, шартты графикалық белгілер көмегімен, сызбаларда кинематикалық сұлба түрінде көрсетіледі (кесте 2.1). Кинематикалық сұлбаларды орындау ережелері және олардың элементтерінің белгіленуі МСТ 2.770—68* бекітілген. Механикалық беріліспен қатар гидравликалық, электрлік және пневматикалық құрылғылары бар білдектер үшін, сәйкес сұлбалар құрастырылады.
Кесте 2.1
Кинематикалық сұлба элементтерінің шарты белгіленуі
|
Атауы |
Шарты белгіленуі |
|
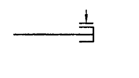
Білік, ось, өзек |
|
|
Білікте орнатылған домалау және сырғанау мойынтіректері (түрі көрсетілмеген): радиалды тіреуішті |
|
|
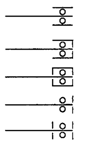
Сырғанау мойынтірегі: радиалді радиаль-тіреуішті бір жақты |
|



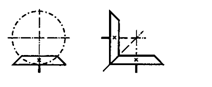
2.1 кестесінің жалғасы
|
Атауы |
Шарты белгіленуі |
|
Домалау мойынтірегі радиалді радиаль-тіреуішті бір жақты |
|
|
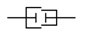
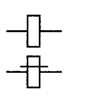
Жалғастырғыш (жалпы белгіленуі) |
|
|
Ілініспейтін жалғастырғыш (басқарылмайтын): бітеу |
|
|
серпімді компенсаторлы |
|
|
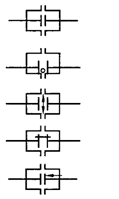
Ілінісетін жалғастырғыш (басқарылатын): жалпы белгіленуі |
|
|
бір жақты екі жақты |
|
|
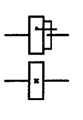
Ілінісетін механикалық жалғастырғыш үлестіруші (мысалы, тісті) асинхронды (мысалы, үйкелісті) |
|
|
Ілінісетін электрлі жалғастырғыш |
|






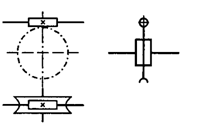
2.1 кестесінің жалғасы
|
Атауы |
Шарты белгіленуі |
|
Ілінісетін пневматикалық немесе гидравликалық жалғастырғыш |
|
|
Автоматты жалғастырғыш: жалпы белгілеуі озба (еркін жүрісті) центрден тепкіш үйкелісті қирауыш элементі бар сақтандырғышты қирауыш элементі жоқ сақтандырғышты |
|
|
Тежеуіш (жалпы белгіленуі) |
|
|
Cыртқы іліністі қырылдақты тісті механизм (бір жақты) |
|
|
Бөлшектің білікпен қосылуы: еркін айналу айналмайтын жылжымалы |
|
|
кермеулі кілтек көмегімен бітеу |
|


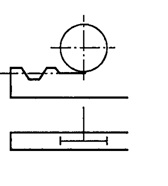
2.1 кестесінің жалғасы
|
Атауы |
Шарты белгіленуі |
|
Белдікті беріліс, жалпы белгіленуі (белдік түрі көрсетілмеген) |
|
|
Шынжырлы беріліс, жалпы белгіленуі (шынжыр түрі көрсетілмеген) |
|
|
Тісті цилиндрлі беріліс: сыртқы іліністі (тіс түрі көрсетілмеген)
ішкі ілінісетін (тіс түрі көрсетілмеген) |
|
|
Біліктері қиылысатын конустық тісті беріліс (тіс түрі көрсетілмеген) |
|
|
Біліктері айқасатын цилиндрлі бұрамдықты тісті беріліс |
|
2.1 кестесінің соңы
|
Атауы |
Шарты белгіленуі |
|
Төрткілдешті тісті беріліс (тіс түрі көрсетілмеген) |
|
|
Қозғалысты беретін, бұрама Домалау бұрама-сомыны Сырғанау бұрама-сомыны: ажырамайтын сомын ажыралатын сомын |
|
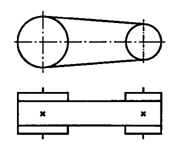
Жетектен білдектің жұмыс мәріміне қозғалысты жеткізу арасында механикалық беріліс кең тараған (1-сурет).
Жетекші элементтен жетектегі элементке қозғалысты беру әдісіне қарай механикалық берілістер келесі түрлерге бөлінеді: тікелей түйісетін ілінісетін берілістер (тісті —1 сурет, а; бұрамдықты — 1 сурет, б; қырылдақты; жұдырықшалы) немесе иілгішті байланыспен (шынжырлы); тікелей жанасатын үйкелісетін байланыстар (фрикциондық) немесе иілгішті байланыспен (белдікті — 1 сурет, в).
Барлық механикалық айналмалы қозғалыстарының беріліс түрлерін сипаттайтын, негізгі кинематикалық параметр – беріліс саны болып табылады. Беріліс саны – тісті беріліс үшін, үлкен доңғалақтың тістер санының кіші доңғалақтың тістер санына қатынасы, бұрамдықты беріліс үшін доңғалақтың тістер санының бұрамдықтың кірмесі санының қатынасы, шынжырлы беріліс үшін үлкен жұлдызшаның тістер санының кіші жұлдызшаның тістер санына қатынасы, белдікті немесе фрикциондық беріліс үшін үлкен диаметрлі шкифтің немесе аунақтың кіші диаметрге қатынасы. Беріліс саны айналу жиілігінің өзгеруімен сипатталады: i=n1/n2,
мұндағы n1және n2 — I жетекші және II жетектегі біліктердің айналу жиілігі, мин-1 немесе с-1 (1-сурет, а, б және в).
Тісті және шынжырлы берілістер үшін: i = z2/z1,
мұндағы z2 — үлкен тісті доңғалақтың немесе жұлдызшаның тістер саны; z1— кіші тісті доңғалақтың немесе жұлдызшаның тістер саны. Бұрамдықты беріліс үшін: i = z/K,
мұндағы z — бұрамдықты доңғалақтың тістер саны; К — бұрамдықтың кірмесі саны.
Белдікті беріліс үшін i=d2/d1,
мұндағы d2 — берілістегі жетектегі (үлкен) шкифтің диаметрі, мм; d1 — берілістегі жетекші (кіші) шкифтің диаметрі, мм.
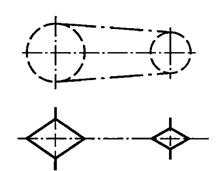
Айналмалы қозғалысты ілгермелі қозғалысқа түрлендіру үшін төрткілдешті (1сурет, г) немесе бұрамалық (1сурет, д) берілісті қолданады. Бірінші жағдайда айналмалы қозғалыстың осі және ілгермелі қозғалыстың бағыты бір-біріне перпендикуляр, ал екінші жағдайда — бір-біріне параллель.
Айналмалы қозғалысты ілгермелі қозғалысқа түрлендіретін берілістер, бір айналым кезінде қозғалатын элемент қаншалықты ілгермелі орын ауыстыру арақашықтығымен сипатталады.
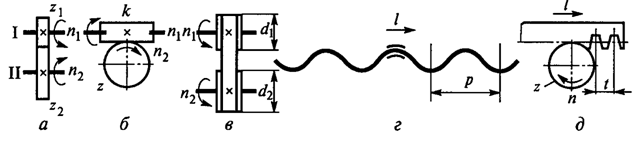
1-Сурет. Білдектегі берілістер:
а — тісті: I — жетекші білік; z1 — тістегеріштің тістер саны; n1— жетекші біліктің айналу жиілігі; II — жетектегі білік; z2— доңғалақтың тістер саны; n2— жетектегі біліктің айналу жиілігі; б — бұрамдықты: n1және к — айналу жиілігі және бұрамдықтың кірмесі саны; n 2және z — доңғалақтың айналу жиілігі және тістер саны; в — белдікті: n1және d1 — жетекші аунақшаның айналу жиілігі және оның диаметрі; n2и d2— жетектегі аунақшаның айналу жиілігі және оның диаметрі; г — бұрандалы: р — бұрама қадмаы; l — сомынның қозғалу бағыты; д — төрткілдешті: l— төрткілдештің қозғалу бағыты; t— төрткілдеш тісінің қадамы; z — доңғалақтың тістер саны; n — доңғалақтың айналу бағыты
Төрткілдешті берілісте тісті доңғалақтың бір айналысы кезенінде төрткілдештің жылжуы
l= πmz,
мұндағы z — доңғалақтың тістер саны; m — ілінісу модулі.
Бұрама-сомын жұбы барлық білдектердің механикалық берілістерінде қолданылады. Бұраманы бір айналымға бұрған кезде сомын (бұранда бағытына қарай) бір қадам оңға немесе солға жылжыйды. Кей жағдайда сомын қозғалмай, бұрама айналып қозғалатын құрылымдарда қолданады. Бұрама-сомын берілісі үшін ілгермелі қозғалатын элементінің жылжуы: l = рк,
мұндағы р — бұрама қадамы, мм;к — бұрама кірмесі саны.
Айналу қозғалысы басты болатын білдектер үшін, айналдырықтың айналу жиілігінің шекті мәні nminжәне nmax , dmax -нен dmin –ге дейінгі диаметр ауқымында болатын дайындаманы өңдеуге мүмкіндік береді.
Айналдырықтың айналу жиілігін реттеу ауқымы білдектің пайдалану мүмкіндігімен сипатталады және айналдырықтың үлкен айналу жиілігінің кіші айналу жиілігінің қатынасымен анықталады: D = nmax/nmin.
Айналу жиілігінің nmin -нен nmax –ге дейін мәні қатар құрады.Білдектер
жасауда геометриялық қатар қолданылады,оның ішінде аралас n мәніφ рет қатардан ажыратылады (φ — бөлгіш қатары: n1/n2 = n2/n3= n3/n4 =...= nφ-i/nj =φ).Бөлгіштің келесі мәні қалыпты түрге келтіріліп қабылданған φ: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2,00. Бұл φ мәні айналдырықтың айналу жиілігінің кестелік қатар негізіне салынған.
Пікірлер (1)
Пікір қалдырыңыз
Басқа да жазбалар
- Ұлттық киімдер (ашық сабақ)
- Тұтығу диагнозы бойынша байланыстырып сөйлеу тілін дамыту.
- Желтоқсан қаһармандары
- Мұқағали Мақатаев «Аққулар ұйықтағанда»
- Қауіпсіздік техникасының ережелері
- Сергіту сәтінде оқушылардың көңіл-күйін дамытуға арналған психологиялық жаттығулар
- Өз білімін жетілдіру
- Дарынды оқушылармен жұмыс жоспары
- Бастауыш сыныпқа арналған диктанттар жинағы
- Білімдіні ұнатады бұл ғасыр
- Ағылшын тілі сабағында оқушыларды ағылшын халық ертегілері арқылы тәрбиелеу
- Бар жақсылық – балаларға!
- Алтын күз
- Алтын күз
- Алтын күз (ашық сабақ)
- Төлепбек Жантай
- Есбол Бозан
- Виктор Франкл
- Оразбай Сарыбаев
Барлық авторлар
Ілмек бойынша іздеу
Мақал-мәтелдер
Қазақша есімдердің тізімі