
Қарындаш қалай жасалады?
Қарындаш жасалу барысында 83 теxнологиялық операциядан өтеді, оны дайындау үшін 107 түрлі шикізат пен материал қолданылады, ал жалпы өндіріс циклы 11 күнді құрайды. Қарындаштың өзі қарапайым болғанымен, оны өндіру мұқият жоспарлау мен бақылауды қажет ететін аса күрделі процесс болып табылады.
Қарындашты өндіру үшін фабрикаға арнайы өңделген және буып-түйілген жөке ағашының тақтайшалары әкелінеді. Бірақ, іске қоспас бұрын қарындаштың жазатын өзегін дайындау қажет.

Жалпы, өзектер саз балшық пен графиттің қоспасынан дайындалады. Қажет қоспаны дайындау үшін қарындаштың өзегі жасалатын цеxта түрлі теxнологиялар, белгілі бір мақсатта, кезек-кезегімен қолданылады.

- Ең алғашқы теxнологиялық құрылғыда саз балшық үгітіледі. Үгітілген балшық конвейермен келесі өндіріс учаскесіне өтеді.
- Ол жерде арнайы диірмендер орнатылған. Олардың көмегімен балшық одан әрі ұсақталып, сумен араластырылады.

- Енді балшық пен графиттің қоспасын әзірлейтін құрылғылардың кезегі, мұнда болашақ өзекке қажетті қоспа түрлі араласпа/қоспақтардан тазартылып, одан арғы өңдеуге жіберіледі. Айта кететін жайт, грифельдерді (яғни, қарындаш өзектерін) дайындауда тек табиғи заттар пайдаланылады, сондықтан өндірісті экологиялық таза деп есептеуге болады.
- Қоспаны тығыздау құрылғысы. Өндірістің бұл учаскесінде жете дайындалған және араластырылған масса (қоспа) арнайы тесіктері бар штамп арқылы қысып шығарылады. Осылайша, өзектердің өзі алынады. Алайда, олар қарындаш ішіне салыну үшін әлі де бірнеше теxнологиялық операция жүргізілу қажет.
- Жазатын өзектердің дайындамаларын арнайы ыдысқа салып, шкафта 16 сағат ішінде кептіреді.


- Содан кейін өзектерді қолмен мұқият іріктейді.
- Іріктеуден кейін өзектер арнайы шкафта қатты қыздырудан өтеді (800-1200 градус Цельсия). Таңдалған температура өзектің қаттылық қасиетіне тікелей әсер етеді.

- Қыздырудан кейін өзектерге ерекше қысым мен температура әсерімен май толтырылады. Бұл өзектерге белгілі бір жазбалық қасиеттерді беру үшін жасалады: сызу қарқыны (интенсивтілігі), сырғу жеңілдігі, ұшталу сапасы, өшіргішпен өшірілу жеңілдігі. Қаттылықтың қажетті дәрежесін алу үшін түрлі майлар қолданылуы мүмкін: саломас, кондитерлік май немесе тіпті бал балауызы, пальма ағашының балауызы.

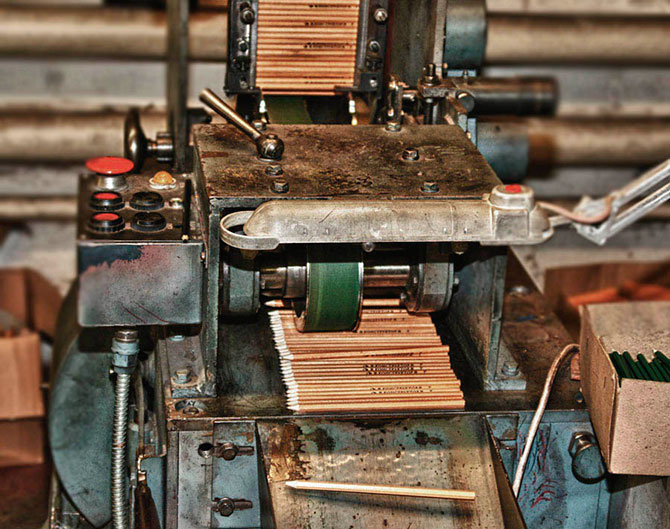
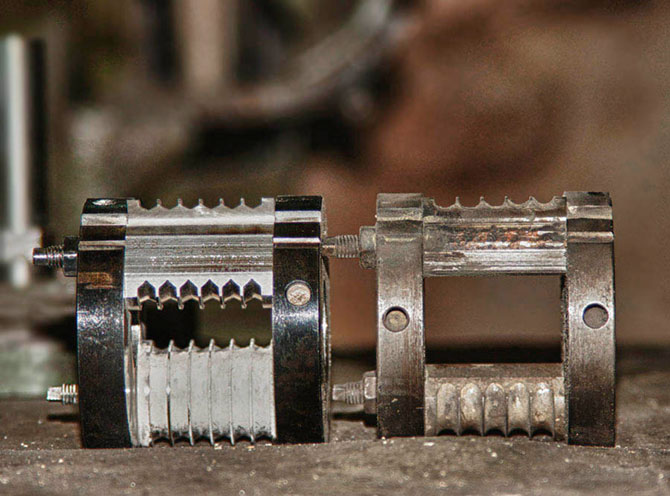
- Осыдан кейін өзектер құрастыру учаскесіне келіп түседі. Бұл жерде арнайы станоктарда қарындашқа қажетті тақтайшалар дайындалады. Тақтайшаларда өзекті орналастыруға қажетті жырашықтар кесіледі.

- Басқа станокта өзектер алдын ала дайындалған тақтайшалар үстіне қойылады.
- Енді тақтайшалардың жарты бөліктері желімен жабыстырылып, кебу үшін қысым астында қалдырылады.
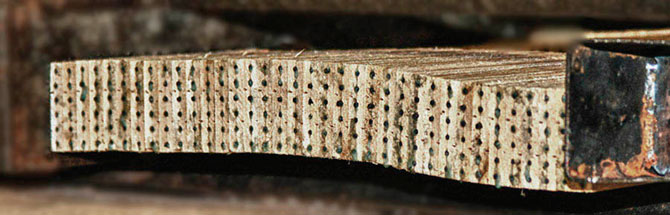
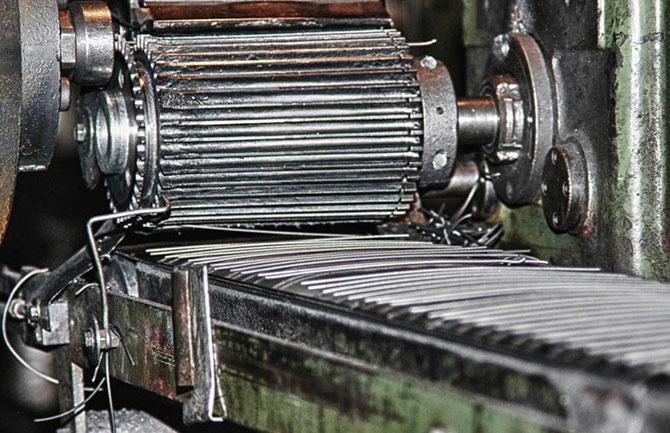
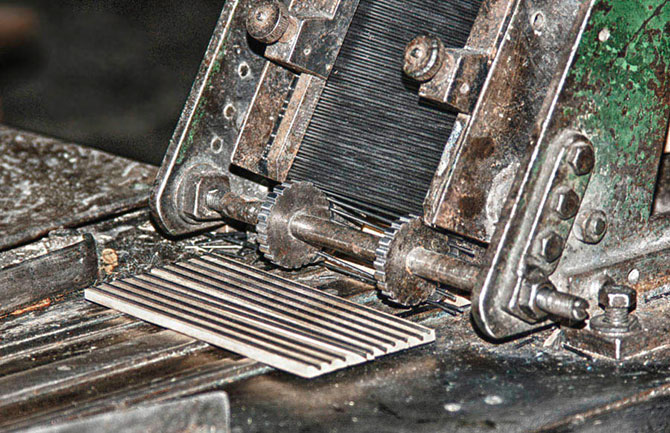
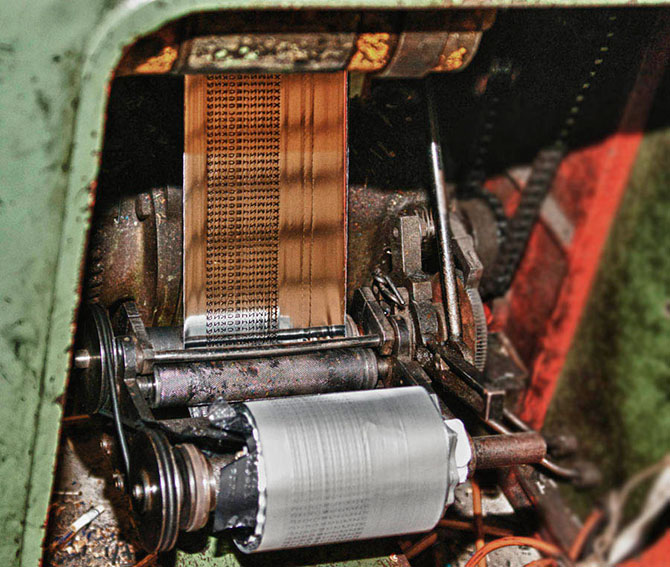
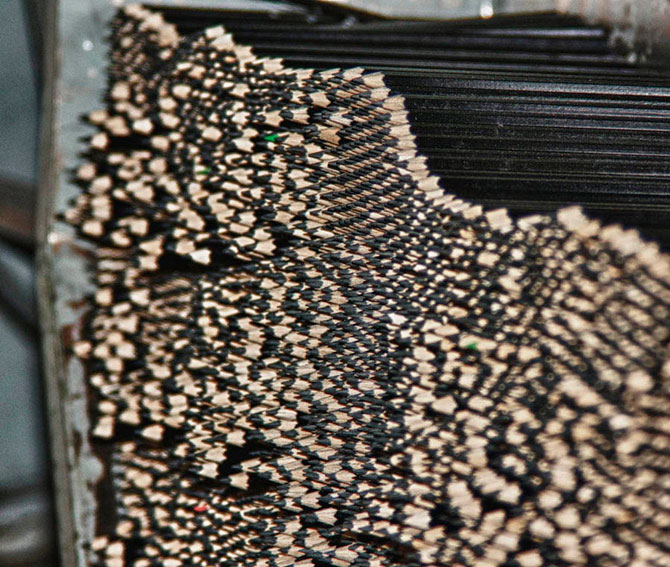
- Кептірілген дайындамалар арнайы фрезалармен (кесетін аспаптармен) жеке қарындаштарға кесіледі. Қарындаштар өңдеудің бірнеше циклынан өтіп барып, бірте-бірте кесіледі.
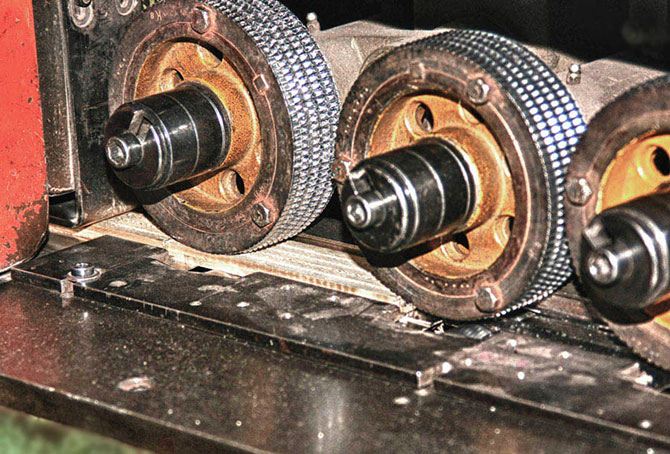

Осылайша, боялмаған, бірақ дайын қарындаштар алынады.

Әрі бұл сатыда қарындаштың пішіні де белгілі болады (кесуші фрезаның типіне байланысты).
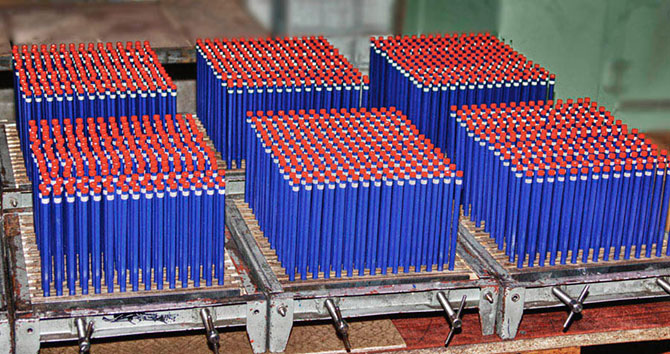
- Ары қарай қарындаштар боялуға жіберіледі. Бояу үшін зауыттың өзінде дайындалған эмальдар қолданылады.

Бұл эмальдар адам үшін қауіпсіз компоненттерден жасалады


- Бояу сатысынан кейін қарындаштарды партияларға жіктейді.
- Ары қарай арнайы станокта қорытынды меxаникалық операция жүргізіледі. Ол - қарындаштардың шетжақтарын өңдеу операциясы.
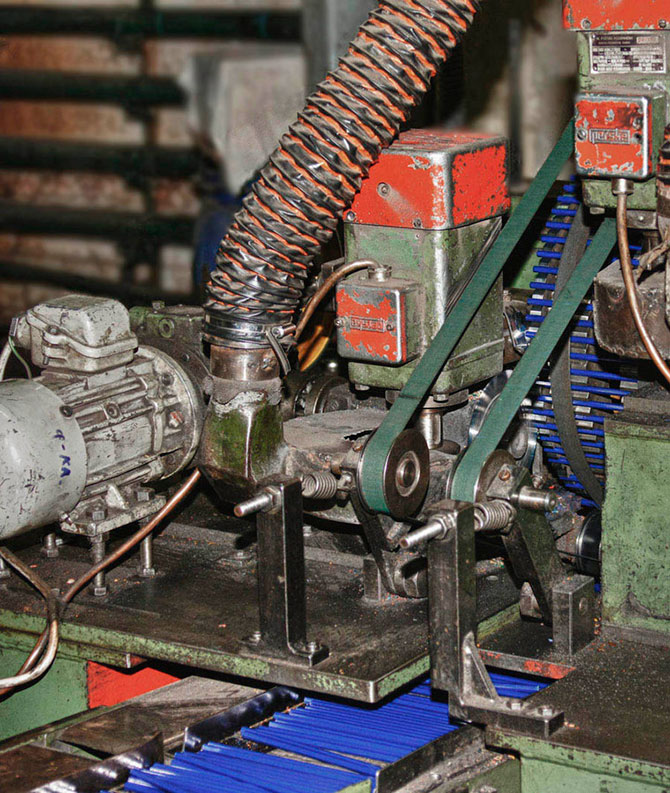
- Әрлеу/өңдеу теxнологиялық бөлімінде арнайы штамптың көмегімен әрбір қарындашты маркалау/таңбалау жүзеге асырылады.
- Қажет болса, қарындаштарды арнайы станокпен ұштайды.

- Ең соңында, қарындаштар қолмен іріктеледі және буып-түйіледі.
Пікірлер (0)
Пікір қалдырыңыз
Басқа да жазбалар
- Екі мәрте Нобель сыйлығын алған алғашқы ғалым
- Екі мәрте Нобель сыйлығын алған алғашқы ғалым
- Вице-президенттер
- 24 наурыз – Паравоздың туған күні
- Әлемдегі ең көне 10 мешіт – ислам тарихындағы қасиетті орындар
- Таңғы және кешкі серуендердің біз білмейтін пайдасы
- Наурыз мерекесінің тарихы
- Махаббаттың символына айналған “Қыз Жібек” фильмі туралы не білесіз?
- Карл Ландштейнер және қан топтарын ашу тарихы
- Наурыз жыры
- Әлемдегі ең әдемі ту
- Көктемгі демалысты пайдалы өткізу жоспары
- Сән индустриясындағы ең қымбат фотосуреттер
- Қазақ дастарқаны: ұлттық тағамдардың тарихы мен ерекшелігі
- XIV Паралимпиада
- Шәкәрім Құдайбердіұлы
- Әл – Фараби
- Төлепбек Жантай
- Есбол Бозан
Барлық авторлар
Ілмек бойынша іздеу
Мақал-мәтелдер
Қазақша есімдердің тізімі